

Stick Welding Rod Guide: When to Use 6011, 6013, or 7018
Most beginners walk into a welding supply store and freeze in the electrode aisle.
6010. 6011. 6013. 7018. 7024. The numbers look random. They're not.
Here's what those numbers actually mean, and which three rods will handle 95% of what you'll ever need to weld.
What the Numbers Mean
The first two digits are tensile strength in thousands of PSI. A 6011 rod makes a weld rated at 60,000 PSI. A 7018 makes 70,000 PSI.
The last two digits tell you position, coating type, and polarity. You don't need to memorize the chart. You need to know which rod does what job.
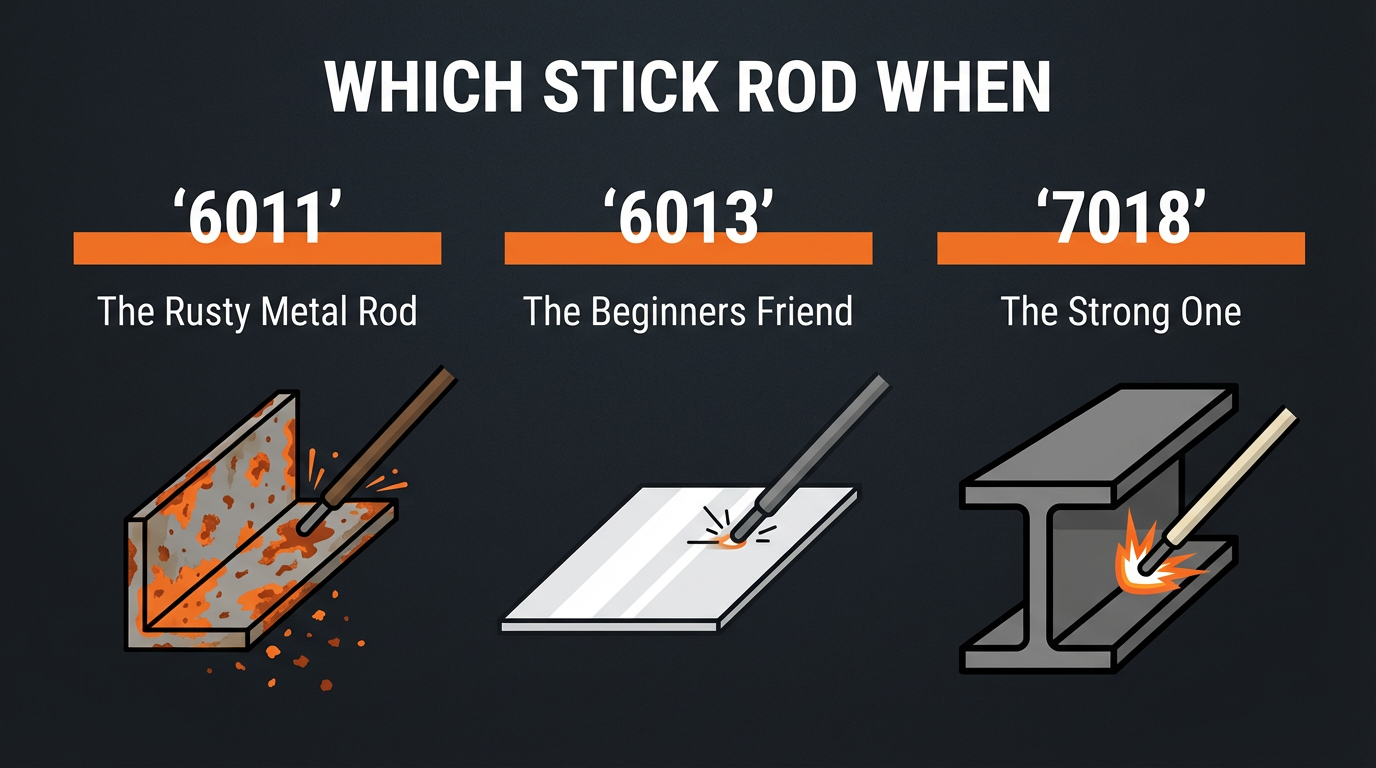
6011 — The Rusty Metal Rod
6011 is what you reach for when the metal is dirty, rusty, or painted. It bites through contamination like nothing else.
It runs on AC, DC+, or DC-. That matters because a lot of entry-level buzz-box welders only run AC. 6011 doesn't care.
Settings for a 1/8" rod on 1/8" mild steel: 75–120 amps. Short arc, quick jabs, stay moving.
Use it for farm repairs, old angle iron, outdoor projects, anything that looks questionable.
6013 — The Beginner's Friend
If you're brand new to stick, 6013 is the easiest rod to strike and restart. The coating is smooth, the arc is soft, and the slag peels off clean.
But it's shallow. 6013 sits on top of the metal instead of digging deep. That's fine for sheet metal, body panels, and thin brackets. It's not fine for structural work.
Settings for a 1/8" rod on 1/8" steel: 80–120 amps, AC or DC+. For 1/16" sheet, drop to a 3/32" rod at 50–70 amps.
Use it for practicing, thin stuff, cosmetic welds, and pieces that won't hold weight.
7018 — The Strong One
7018 is the rod used on bridges, pressure vessels, and anything load-bearing. 70,000 PSI tensile, low-hydrogen coating, smooth arc, minimal spatter.
It needs DC+ or AC (on AC-capable variants — check the box). Don't try to run 7018 on straight DC negative.
Settings for a 1/8" rod on 1/4" steel: 110–160 amps, DC+.
Here's the catch. 7018 is a low-hydrogen rod. The coating absorbs moisture from the air, and wet rods make cracked welds.
Store them in a sealed container or a rod oven. If they've been out in humid shop air for more than 4 hours, bake them at 250°F for an hour before using.
Most beginners skip this step. That's why their 7018 welds crack.
One Rule for Rod Size
Match your rod diameter to your metal thickness. The general guideline: rod diameter should not exceed the thickness of the thinner piece you're welding.
- 1/8" rod on 1/8" steel — perfect.
- 1/8" rod on 1/16" sheet — you'll blow through.
- 3/32" rod on 1/8" steel — works, but slower.
If you remember nothing else, remember that.
The Cheat Sheet
- Rusty or dirty metal outdoors → 6011
- Thin, clean, cosmetic work → 6013
- Structural, load-bearing, or critical → 7018
Buy a small pack of each in 1/8" diameter. That covers most jobs up to 1/4" plate. Drop to 3/32" for thinner stuff, step up to 5/32" for heavier plate.
Start there. Burn through a pound of each on scrap before you touch a real project. You'll learn more in one afternoon than from ten hours of YouTube.
Join 30,000+ students learning to weld at home with my online course:
>>> Check out 1 Day Welder here
>>> Shop the 1 Day Welder Amazon Store
Talk soon,
Quinn "7018 lives in a tupperware at my shop" Morrissette
P.S. If you're running an AC-only buzz-box, skip the 7018 for now and stick with 6011 and 6013. The AC variants of 7018 exist but they're fussy, and you'll fight a cold, sticky arc. Get a DC-capable machine before you bother with 7018.
